


一分钟的时间,对于了解我们的球墨铸铁管高性价比产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
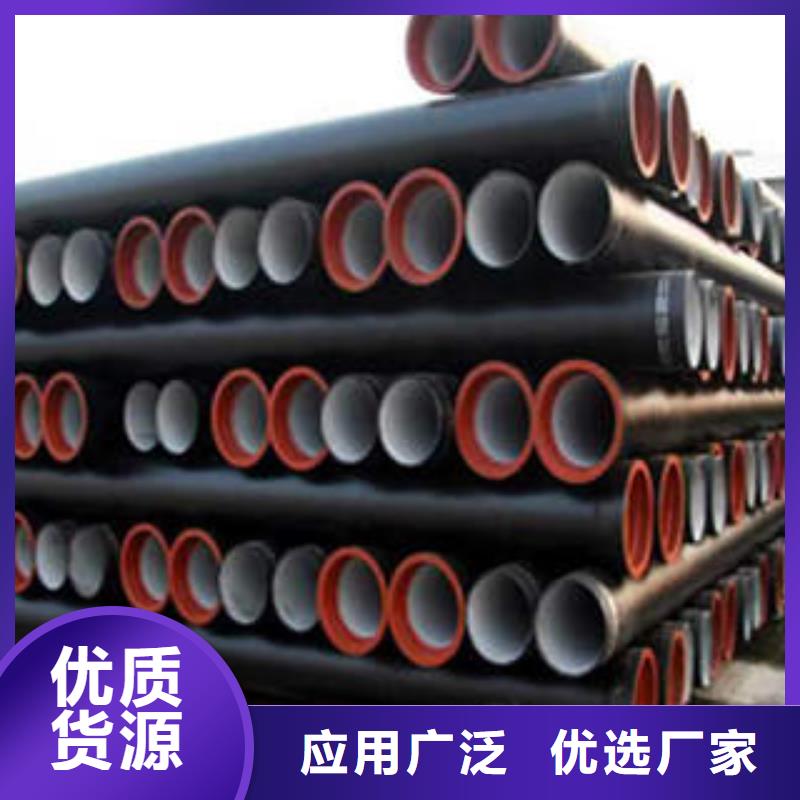
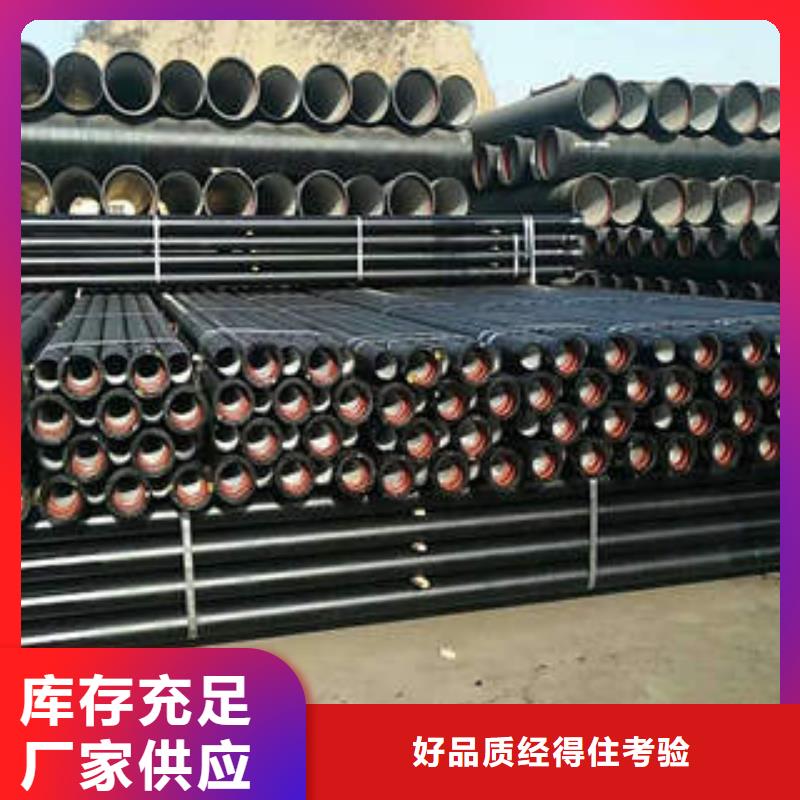
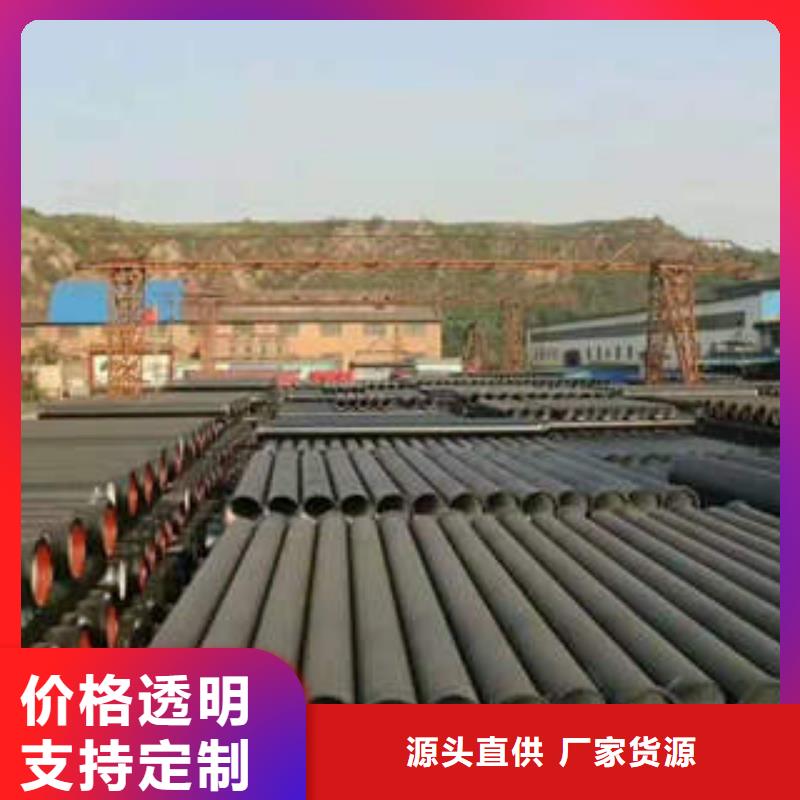
以下是:海南球墨铸铁管高性价比的图文介绍

诚实守信是君杰钢管(海南省分公司)的核心价值观,是企业文化的基石,是我们的崇高品质,是我们建基立业之本。我们倡导的诚信观,诚信于公司、诚信于客户、诚信于员工、诚信于社会。如果您想了解更多有关 热轧无缝钢管产品,可点击在线咨询,也可拨打我们页面联系电话,我们真诚为您解答每一个疑问。


把表面涂平滑并且加上一些水或覆盖一层湿布,以防水泥干得太快而产生裂纹。心球墨铸铁管的喂线球化工艺是个什么工艺,应该如何做试验,应该如何试验研究呢?今天小编就给您详细介绍一下应该如何试验。 喂线法是将包有合金元素的包芯线直接插到铁液中,生产球铁,喂线机可以预置喂线速度喂线长度等参数,整个球化处理过程可以完全自动化。针对喂线球化中喂线速度铁液成分与喂丝量之间的关系,球化温度包芯线的性能以及球化污染状况等进行了试验。试验工艺流程喂线试验工艺流程。喂线工艺流程Fig Schematic of wire feeding process喂线球化丝线为φ mm,外包皮用厚度为0 mm的低碳薄带钢制作,内含球化材料,它是以螺旋卷状形式供应的。喂线机能把丝线按照一定的速度长度供给球化包。当喂线机速度和长度调整好以后,把盛有加热好铁液的球化包用平板小车运至球化包盖下,盖上包盖,操作喂线机,球化开始。包盖的作用是将球化过程中辐射出的强烈光线遮挡住,并能在很大程度阻止球化时散发热量,以减少球化温差。喂线完毕,待反应结束后,提起包盖,将球化包送出。若球化后取样,快速分析其成分不合格,还可以在短时间内补加丝线。



1.劣质自来水球墨铸铁管表面易产生裂纹,原因是它的坯料是土坯,土坯气孔多,排水铸铁管土坯在加热的过程中由于受到热应
力的起到,产生裂缝,经过轧制后就有裂纹;2.质量不过关的自来水球墨铸铁管无金属光泽,呈淡红色或类似于生铁的颜色;3.劣质自来水球墨铸铁管易经常出现拉链。拉链是自来水球墨铸铁管表面构成的各种折线,这种缺失往往精妙整个产品的横向;4.劣质自来水球墨铸铁管外表经常有麻面现象,麻面是由于轧槽磨损相当严重引发排水管表面点状的凹凸不平的缺失。5.劣质自来水球墨铸铁管表面易产生结疤;6.劣质自来水球墨铸铁管只能刮伤,原因是劣质自来水球墨铸铁管厂家设备简陋,易产生毛刺,刮伤排水管表面。深度刮伤减少自来水球墨铸铁管的强度;球墨铸铁管正确保养和维护球墨铸铁管的维护保养可以说要一直从其选型开始,在项目开工前我们就应该对所需要用到的部件,如管材件,K9球墨铸铁管胶圈,弯头等就行一次肉眼目测的外观检查,球墨铸铁管-国标球墨铸铁管-K9球墨铸铁管-球墨铸铁管价格-球墨铸铁管厂家


会集加净焦,选用全焦矿料制,停用球团矿,进步块矿配比; 选用小风量操作,避免炉凉呈现大的崩滑料; 移出炉内很多凉渣铁; 轻料抵达风口后组织休风,处置风口。在K下将该钢坯热锻成直径0mm的圆钢,并从圆钢的中心截取各种试样,进行模仿操控铸造试验 在试验过程中,查询了加工条件对硬度和强度的影响,球墨铸铁管研讨了能取得更高强度的低温加工条件和加工软质部用的高温加工条件。这样一个浮动支承机构有较强的适应性:不论何种原因造成球墨铸铁管摆放位置的偏差,只要偏差不大,水压机都可以有效的进行打压作业。这给水压机的工作带来很大的便利,不需要调整球墨铸铁管的插口位置,也能保证密封装置在高压状态下密封的可靠性。考虑到主液压缸的活塞杆推头装置插口装置的自重很大,在推头装置上设置了支撑导向装置。支撑导向装置由支撑杆和导向轮等组成。支撑导向装置保证了液压缸杆在整个工作过程中,不承受任何侧向力,改善了液压缸活塞杆的受力状态。为了对个对中机提供动力,液压系统配置二台单级叶片泵,型号为YB--BB--JL,配套电动机型号为Y0M--功率KW,转数000r/min。装出料档杆液压缸用一台双联叶片泵型号为YB--/,用一台电动机传动,电动机型号Y0M——,功率KW,转数000r/min。对中机液压系统中设有一个溢流阀,当推动杆不动作时,液压油通过此阀回到邮箱内,当需要推杆前进时,DT得电,溢流阀关闭,同时电磁换向阀DT得电,压力为0MPa的液压油经过换向阀DT,从油缸活塞后部流入推动推头前进,经~s后到达油缸前,由PLC控制装置指令推头自动返回原位,等待下一个指令。C级管是球墨铸铁管的 国际标准规定的产品名称,执行标准代号为ISO:009,在该标准中首次采用该代号,管材用途不变。但本标准与原标准ISO:00的主要不同点是:新标准管道(C级管分类是以管材允许工作压力等级分类,而原标准(如K9级管则是以管材壁厚等级分类。



